Návod na svařování potrubí z PPR a PP-RCT
Předpokladem kvalitního systému pro rozvod vody nebo topení je správný výběr PPR trubky. Systém PPR dodáváme od značkového českého výrobce Wavin Ekoplastik...
Výběr vhodné trubky
Předpokladem kvalitního systému pro rozvod vody nebo topení je správný výběr PPR trubky. Systém PPR dodáváme od značkového českého výrobce Wavin Ekoplastik, který nabízí následující trubky:

Veškeré trubky jsou plně kompatibilní s tvarovkami PPR.
Kompletní nabídku systému PPR pro rozvody teplé a studené vody, vzduchu a vytápění naleznete zde:
NÁVOD NA SVAŘOVÁNÍ POTRUBÍ Z PPR
Potřebné nářadí
- Elektrická svářečka pro polyfúzní svařování, opatřená svařovacími nástavci potřebné dimenze
- Dotykový teploměr
- Speciální nůžky nebo řezák (v případě nouze pilka na železo)
- Ostrý kapesní nůž s krátkou čepelí
- Hadr z nesyntetického materiálu
- Líh
- Metr, značkovač
Příprava nářadí
- Nejprve na svářečku pevně uchytíme svařovací nástavce
- Svářečku pomocí regulátoru nastavíme na teplotu 250 ° – 270 °C a zapojíme do sítě (doba ohřevu svářečky se řídí podmínkami okolního prostředí)
- V zahřátém stavu vyčistíme svařovací nástavce od nečistot z předchozího svařování hadříkem z nesyntetického materiálu, aby nedošlo k poškození teflonové vrstvy
- Se svářečkou můžeme začít pracovat, až se pomocí LED diody a dotykového teploměru ujistíme, že je svářečka dostatečně nahřátá, dotykový teploměr slouží k doregulování teploty na 250 – 270 °C
- Správnou funkci speciálních nůžek nebo řezacího kolečka zkontrolujeme jedním nebo dvěma kontrolními úřezy zkušební trubky - při kontrolním řezání nesmí dojít ke zmáčknutí vnějšího průměru trubky
Příprava materiálu
- Veškerý materiál důkladně prohlédneme před započetím práce
- U prvků nesmí být jakýmkoliv způsobem zeslabena stěna
- U uzavíracích prvků před montáží prověříme funkčnost a závity zkontrolujeme protikusem
- Svařovací hrdla a části trubek k zasunutí do hrdla očistíme a odmastíme
- Tvarovky nasuneme na trn a zkontrolujeme, zda nejsou na trnu příliš volné - tvarovky, které se na trnu viklají, vyřadíme!!!
Vlastní postup svařování

- Naměříme potřebnou délku trubky a trubku odřízneme (musíme-li při tom použít pilku na železo, nožem očistíme odříznutý okraj trubky od otřepů)
- Dále se doporučuje nožem nebo speciálním přípravkem srazit pod úhlem 30 ° – 45 ° vnější okraj konce trubky určený pro nahřátí, a to především u průměrů nad 40 mm (odhranění)
- Tím se zabrání hrnutí materiálu při zasouvání konce trubky do tvarovky
- Fixem nebo značkovačem se doporučuje označit na trubce délku zasunutí konce trubky do tvarovky podle hloubky navařovací objímky tvarovky. Přitom je třeba vzít v úvahu, že konec trubky nesmí být dotlačen až k dorazu v objímce tvarovky. Musí zůstat volná mezera min. 1 mm pro shrnutý materiál, který by zužoval průřez tvarovky v místě svaru.
- Dále se doporučuje označit pozici svaru na trubce i na tvarovce, tím se zabrání pootočení trubky vůči tvarovce po zasunutí. K tomuto účelu lze využít montážní rysky na tvarovkách.
- Po označení je nutné svařované plochy očistit a odmastit. Bez tohoto odmaštění nemusí dojít k ideálnímu propojení natavených vrstev!Nyní přistoupíme k vlastnímu nahřívání.
- Nejprve nasuneme na nahřátý nástavec tvarovku, která má silnější stěnu než trubka a prohřívá se déle a zkontrolujeme, zda není na nástavci příliš volná. Tvarovku, která nedosedá po celém povrchu na nástavec, vyřadíme, protože nerovnoměrné nahřívání vede k nekvalitnímu svaru. Po tvarovce zasuneme do nahřívacího nástavce trubku. Pro těsnost zasunutí platí totéž, co pro tvarovku.

-
Obě části nahříváme po dobu stanovenou v tabulce:
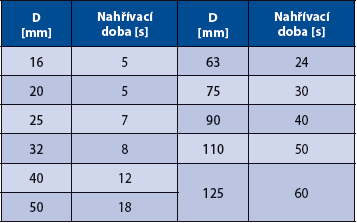
- Doba prohřívání se měří od chvíle, kdy jsou trubka i tvarovka nasunuty na svařovacím nástavci v plné délce, která byla vyznačena. Při špatném zasouvání trubky a tvarovky na trn je možné mírné otáčení obou dílů (max. 10°), než jsou nasunuty v požadované délce. Během prohřívání není dovoleno žádné pootáčení, aby nedošlo ke shrnování materiálu.
- Po uplynutí nahřívací doby vyjmeme ze svařovacího nástavce tvarovku i trubku a spojíme tak, že trubku mírným pomalým stejnoměrným tlakem zasuneme bez pootočení osově do objímky tvarovky až po hloubku zasunutí. Zkontrolujeme osové spojení trubky s tvarovkou.

- Níže uvedená tabulka udává časy od sejmutí z nástavce po zasunutí trubky do tvarovky:
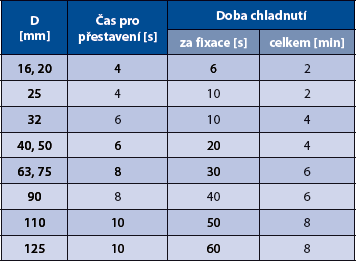
V případě překročení uvedené doby hrozí nebezpečí ochlazení natavené vrstvy a vytvoření nekvalitního studeného spoje. Čerstvý spoj fixujeme a necháme zchladnout dle časových údajů ve výše uvedené tabulce. Poté již nemůže dojít k povyjetí trubky z tvarovky, způsobené svařovacím tlakem a změně polohy tvarovky vůči trubce.
Napuštění potrubí vodou je možné nejdříve 1 hodinu po provedení posledního svaru.
Kompletní nabídku systému PPR Ekoplastik naleznete zde: